Profile types
For most consumers, aluminum profiles are usually classified based on their scope of application into:
1. Industrial profile:
- construction (work on cladding facades and buildings, various interior finishing works, production of windows and doors, ebb and flow, etc.);
- mechanical engineering (production of all types of vehicles: cars, airplanes, etc.);
- advertising (exhibition equipment: racks and stands, production of display cases, as well as furniture fittings);
- electrical engineering (finds its application in electrical systems and devices).
2. Interior (partitions, cornices, baseboards, roller shutters, furniture, etc.)
3. Universal (channel, corners, interior finishing work)
Experts divide aluminum profiles according to their characteristics:
- condition of the material – naturally aged and hardened (T), annealed (M);
- section shape - square, circle, hollow and solid, n-shaped, u-shaped;
- type of strength (normal strength (NP) and increased strength (PP);
- manufacturing accuracy - normal accuracy (N), increased (P) and high strength (H);
- manufacturing method (pressed, welded, bent, rolled, cold- and hot-deformed, etc.).
The breadth of use of the profile and its features also make it possible to qualify it by thermal conductivity, size, coating methods and other characteristics.
Equipment for the production of aluminum enclosures
The production of aluminum cases is carried out using special professional equipment for working with this material and its compounds. In order for all operations to be performed efficiently, the machines must meet modern requirements for safety, accuracy and cost-effectiveness of the process.
- Three-axis CNC center.
A machining center with numerical program control of the stroke axes is considered to be the most non-hazardous. Devices of this type are easy and intuitive to use; they have the ability to program specified operations and, if necessary, make adjustments.
| Technical specifications | |
| Air pressure | 7 bar |
| Rotate the desktop | -90° to 90° |
| Travel on X, Y, Z axes | 2600x420x300 mm |
| Working height | 850 mm |
| Rotation frequency | from 2,800 to 18,000 rpm |
- Five-axis milling center.
The machining center is located vertically and is equipped with both milling and drilling-boring functionality. The production of aluminum cases here takes place along five axes at once. The unit is characterized by high productivity and accuracy.
| Technical specifications | |
| Maximum workpiece height | 400 mm |
| Largest workpiece size | ø700 mm |
| Maximum table load | 300 kg |
| Table size | ø400 mm |
| Travel on X, Y, Z axes | 740x460x460 mm |
- Milling center.
It is distinguished by the stability and rigidity of the frame. The work center is located in a vertical plane. The equipment is equipped with a 30 kW spindle motor and demonstrates high precision in the manufacture of aluminum housings.
| Technical specifications | |
| Magazine capacity | 24 instruments |
| Table size | 1500x670 mm |
| Engine power | 30 kW |
| Spindle speed | 8,000–12,000 rpm |
| Travel on X, Y, Z axes | 1300x670x670 mm |
Equipment for the production of
Depending on the chosen stage of aluminum profile production, production equipment can be foundry cycle or press cycle. For the foundry cycle, the most important equipment is considered to be special gas furnaces for melting aluminum alloys (price from $15,000), casting lines, pouring tables (from $10,000), rotary mixer ($12,000), pouring ladles, mixers, casting machines etc. This equipment is quite expensive and requires serious financial investments, depending on the country of origin.
For the operation of the press shop for the production of profiles, furnaces for heating aluminum ingots (blanks), a cutting saw for workpieces, various lines for feeding and processing workpieces, a press extruder, and furnaces for annealing finished products are used.
This is not a complete list of all the equipment that is necessary to organize a full production cycle. Taking into account the growth of the market and the increasing needs for the use of profiles in various spheres of life, the manufacturing technology involves tools, lifting mechanisms, laboratory and measuring instruments to control the quality of products at all stages of production.
Production technologies
VIDEO ON THE TOPIC:
Aluminum profile production plant
You can organize the casting of standard types of profiles (tubes with different sections, angles, channels, strips) or make them according to customer drawings, produce profiles for windows and doors. Custom production requires highly qualified specialists who are able to operate complex equipment and have experience in this field. The raw material is an aluminum alloy with the addition of flint and magnesium.
In the production of aluminum profiles intended for windows and doors in Russia, the extrusion method (extruding a blank) is used, consisting of four stages:
- heating billets made of aluminum alloy in a special furnace,
- pressing into the required shape,
- cutting,
- aging.
At all these stages of production, careful control is required to prevent deviations from the norms established by law or the production of defects (products with stripes or bubbles).
The profile intended for the manufacture of windows and doors can be of two types: “cold” and “warm”.
In the “warm” one, a polyurethane or polyamide gasket is mounted between two aluminum alloy plates.
“Cold” profiles are used in the manufacture of simple window frames, partitions and stained glass windows.
VIDEO ON THE TOPIC:
Automatic line for the production of extruded aluminum profiles
A window or door profile can also be made from several individual elements, connecting them with bolts, but the demand for such products is much lower than those made by extrusion.
The production of profiles using bolted connections can be used at the initial stage if it is not possible to find enough funds to organize an extrusion-based business.
It is best to locate the production workshop on the outskirts, where there are no residential buildings nearby. In addition to the premises for the workshop, warehouses for raw materials and a warehouse for finished products, household premises and office premises are required. A total of at least 300 m2 is required. Increased demands are placed on a warehouse intended for storing finished products - it must be spacious and with high ceilings.
Main raw materials
It is recommended to use aluminum alloy AD-31 (a more affordable domestic analogue of alloy 6063) as the main raw material for the production of profiles. The advantages of profiles made from this raw material include:
- high strength with low specific gravity;
- long service life;
- plastic;
- anti-corrosion resistance;
- attractive appearance;
- ease of care.
The main supplier of AD-31 is JSC Rusal, which is considered a monopolist among aluminum producers (providing 80% of the market) and is obliged to enter into supply contracts with all Russian consumers of this raw material.
To organize cooperation, it is necessary to first agree on the application and sign a contract for the supply of the alloy. As a rule, the contract is concluded for a period of 1 year with monthly price adjustments, which is due to the floating cost of aluminum.
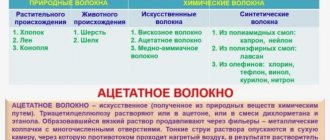
Types of aluminum profile
Aluminum profiles are divided into types according to different characteristics: section shape, manufacturing accuracy, type of strength, metal parameters, production method. Products are also distinguished by their ability to conduct heat, the method of external coating and other characteristics. For example, according to the sectional shape:
| View | Scope of application |
| L-shaped | Connecting elements in products |
| T-shape | Installation of facade parts |
| F-shaped | Attaching elements to windows and walls |
| U-shaped (channel) | Internal glazing, design of the ends of parts, glass partitions |
| C-shaped | Interior decoration |
| W-shaped | Furniture production and interior design |
Where are aluminum profile structures used? The area of operation of aluminum profile structures is extensive. They are used:
- for angles, channels, pipes, strips and other connecting/supporting parts and structures based on them;
- when assembling protective roller shutters, blinds, baseboards, cornices, etc.;
- for the manufacture of trade and exhibition equipment;
- as a decorative material;
- for rail mechanisms and structures.
Thus, aluminum profiles can be divided into industrial, interior and universal.
Read details about the production of metal structures.
Aluminum profile production technology + Video on how to make it
In a broad sense, aluminum profiles are manufactured in 2 ways: as a standard profile and an individual one. Standard is one that is mass produced and has standard performance. An individual one is made according to a drawing in order to give it the necessary configuration and size in accordance with its further use.
But for specialists, technology has a broader interpretation and differs in methods, stages and manufacturing methods.
There are two stages of the production process:
- Foundry (production of finished solid ingots or structures from aluminum ingots with the addition of the necessary alloying components)
- Pressing (the workpieces are given the required shape and size).
- Profile cutting and aging process of finished products.
The most labor-intensive and requiring a large amount of production and human resources is the foundry technology for manufacturing aluminum profiles. Therefore, the production of blanks can be done mainly by industrial enterprises with a serious production equipment base. It is on the quality of the initial cast blank that the further quality of the profiles in products and goods depends.
The pressing stage consists of plastic deformation of the profile blank, as a result of which it is converted under pressure through a matrix or mold into a product of a given configuration.
Video of how an aluminum profile is made in production:
There are three pressing methods: direct, reverse and butt-to-butt. Direct pressing is used for the manufacture of hollow products, pipes, and rods. The reverse pressing method is used when refractory alloys are used and it is necessary to obtain a homogeneous product with strict requirements for length and cross-section. The “butt-to-butt” method is much less commonly used, unlike the previous two, and consists of welding several homogeneous workpieces. It is also worth noting the extrusion method, which can be cold, warm and hot. The method is based on feeding aluminum alloy under pressure through an extruder that forms the product. The aluminum profile obtained by this production method is particularly durable, reliable and resistant to corrosion.
Heat treatment of aluminum profiles
Most aluminum profiles are made from heat-hardening aluminum alloys. This means that in order to obtain a given level of strength, they must be heated to temperature for hardening, quenching (rapid cooling) and strengthening by aging (natural or artificial).
2.1. Hardening on the press
The simplest solution for hardening profiles that have a fairly high temperature is to cool them with fans or accelerated air flows directly on the output and receiving tables of the extrusion press. This cooling is quite sufficient for hardening, for example, thin-walled window profiles made of alloys AD31 or 6060 and 6063. For more alloyed alloys of the 6xxx series, for example, AD33 (6061) and AD35 (6082), cooling with a water-air mixture or even water is required, depending on the thickness of the profile . A problem with increased cooling rates is warping of profiles along the cross-section and length. Press hardening is sometimes called incomplete hardening, as a result of which the T5 profile condition is achieved.
2.2. Quenching with separate heating
Hardening on a press is difficult for thick profiles made of high-alloy alloys of the 6xxx series and, in principle, is not possible for alloys of the 2xxx and 7xxx series. These alloys require very high cooling rates as well as strict control of the quenching temperature. Such profiles, after cutting them into measured lengths, are reheated to the temperature of complete dissolution of the reinforcing particles. In alloys of the 6xxx series, such particles are particles of magnesium silicide (Mg2Si). Quenching of profiles is carried out in special quenching tanks with water, vertical or horizontal. It is clear that such aluminum profiles are more expensive than those that are hardened directly on the press. Hardening with separate heating is also called full hardening. With proper control of the temperature of the profiles at the exit from the matrix, complete hardening (T6) can also be achieved when hardening on a press.
2.3 Aging hardening
For most aluminum profiles, the final stage of heat treatment consists of holding them for several hours at a temperature of 170-200 ºС. This operation is called artificial aging. It is performed after the stretch straightening operation.
If, after hardening, the profiles are kept for some time (up to several months) at room temperature, then this operation is called natural aging. The mechanical properties of profiles after natural aging are lower than after artificial aging, but the plastic characteristics, for example, relative elongation, are higher.
The mechanism of hardening by aging is as follows. As a result of profile hardening, the alloying elements of the alloy end up in a solid solution of aluminum. These alloying elements are then gradually released from solution in the form of microscopic solid clusters. These clusters prevent the movement of dislocations under the influence of stress. Therefore, the strength of the aluminum alloy increases. This process accelerates with increasing temperature.
2.4. Profile states
The condition of the profiles is brief information about the processing history of aluminum profiles - usually heat treatment (T), but sometimes mechanical (H).
For example, GOST 22233-2001, for construction aluminum profiles, uses a mixed system for designating states (domestic + international):
- for alloy AD31: T, T1, T5, T1(22) and T1(25); the numbers in brackets are the minimum strength in kilograms per square millimeter.
- for alloys 6060 and 6063: T4, T5, T6, T64 and T66.
Legal registration
State registration
For an enterprise of this level, registration as a legal entity is required, preferably by establishing an LLC. The application to the Federal Tax Service should indicate the appropriate OKVED codes:
- 24.33 “Production of profiles using cold stamping or bending”;
- 24.53 “Casting of light metals”, including casting of semi-finished aluminum products.
Simultaneously with registration, it is necessary to notify the tax office of the transition to the selected taxation regime.
Normative base
Aluminum profiles are manufactured in accordance with the requirements of the following GOSTs:
- 22233-2018 “Extruded profiles from aluminum alloys for enclosing structures. Technical conditions";
- 13624-90 “Extruded rectangular profiles of flanged channel section made of aluminum and magnesium alloys. Assortment";
- R 55411-2013 “Bent profiles made of aluminum and aluminum alloys. Technical conditions";
- 9.031-74 “Unified system of protection against corrosion and aging (USZKS). Anodic-oxide coatings of semi-finished products made of aluminum and its alloys. General requirements and control methods."
When checking the quality of manufactured products (including to obtain a certificate), the standards of the relevant GOSTs are used:
- 1497-84 (ISO 6892-84, ST SEV 471-88) “Metals. Tensile test methods";
- 23616-79 (ST SEV 4243-83) “System for ensuring the accuracy of geometric parameters in construction. Accuracy control";
- 427-75 “Metal rulers. Technical conditions";
- 19300-86 “Tools for measuring surface roughness using the profile method. Contact profilers. Types and basic parameters."
In addition, there is a list of regulations in accordance with which the production premises should be equipped (considering that this production belongs to the category of hazardous). This list includes:
- GOST: 12.0.002-2014 “System of occupational safety standards (OSSS). Terms and Definitions";
- 12.0.230-2007 “System of occupational safety standards (OSSS). Occupational safety management systems. General requirements";
- 12.3.002-2014 “System of occupational safety standards (OSSS). Production processes. General safety requirements";
- 12.0.003-2015 “System of occupational safety standards (OSSS). Dangerous and harmful production factors. Classification";
- 12.0.230.5-2018 “System of occupational safety standards (OSSS). Occupational safety and health management systems. Methods of risk assessment to ensure the safety of work";
- 12.1.005-88 “System of occupational safety standards (OSSS). General sanitary and hygienic requirements for the air in the working area;
- 12.3.009-76 “System of occupational safety standards (OSSS). Loading and unloading works. General safety requirements."
- 2.2.4.548-96 “Hygienic requirements for the microclimate of industrial premises”;
In accordance with Law No. 52-FZ “On the Sanitary and Epidemiological Welfare of the Population” and SanPiN 2.1.7.3550-19 “Sanitary and Epidemiological Requirements for the Maintenance of Municipal Territories,” a sanitary protection zone must be established around the enterprise at a distance from residential buildings of at least 100 meters.
Certification
To produce aluminum profiles, it is necessary to obtain two types of certificates:
- for production;
- for compliance of each type with the requirements of the above standards.
The production certification procedure is carried out in the following order:
- a project is developed and submitted to the local administration, where it is pre-agreed;
- then the premises are inspected by specialists from the SES, Gospozhnadzor, environmental supervision and labor protection services, as well as coordination with companies providing water and electricity supplies;
- if necessary, adjustments are made to the original project;
- it is then submitted to the authorities for final approval.
Obtaining this certificate is a very difficult procedure, since the production of aluminum profiles is a hazardous industry and the requirements for its organization are very strict.
A certificate of product conformity is issued separately for each type of aluminum profile. To obtain it, you must provide a sample of the product to a regional certification center, where it will be tested according to the established parameters.
Additionally, the technological process will be checked, as well as the presence of:
- statutory and technical documentation;
- standard measuring instruments;
- input control;
- relevant infrastructure;
- personnel with appropriate qualifications;
- certificates from raw material suppliers.
If all specified points fully comply with the certification requirements, a permit will be issued. If violations are detected, you will need to eliminate them and then contact the certification center again.
Aluminum extrusion
Extruded aluminum profiles are also called extruded profiles. The extrusion process can also be applied to other non-ferrous metals, such as brass and bronze, and even stainless steels and titanium. However, it is with aluminum that the extrusion process has become widespread. This is due, in particular, to the relatively low extrusion temperature of aluminum and its alloys – about 500 ºС.
1.1. Aluminum and steel
The extrusion process makes it possible to produce aluminum profiles with widths from 10 to 800 mm with a virtually unlimited range of possible cross-sectional shapes. The cost of tools for the production of a new extruded aluminum profile is tens of times less than for the production of a rolled steel profile. The new extrusion tool is a new die - often just a disc of special tool steel with slots.
In addition, the downtime of the extrusion press when changing the die is negligible compared to the time it takes to change the rolls of a rolling mill when producing rolled steel sections.
Therefore, aluminum profiles are usually made to order to perform specific functions in a structure or product. Moreover, in order for the project to be profitable, it is not necessary to produce a “sky-high” number of profiles, which often happens with rolled steel products. An important feature of the extrusion process of aluminum profiles is that they can have very thin elements - walls and shelves, compared to the overall overall dimensions [1].
1.2. Direct pressing method
Several different extrusion methods are known. Aluminum profiles are usually made by direct extrusion (direct pressing) (Figure 1).
Figure 1 – Process of direct extrusion (direct pressing) [2]
Especially for extrusion, long cylindrical ingots (“pillars”) are cast from an aluminum melt of the desired chemical composition. Typically, special semi-continuous casting machines are used for this purpose.
These posts are cut into shorter cylindrical pieces - blanks. Sometimes cold pillars are cut into blanks, each of which is then heated before loading into the press. However, more often, already heated pillars are cut immediately before loading the workpiece into the press.
The heated workpiece is loaded into a heated press container. A hydraulic piston presses with a special rod (press stamp) into the rear end of the workpiece and squeezes the metal through the holes of the matrix, which in the form of a profile moves further along the output and receiving tables of the press. The shape of the die hole and its internal design determine the shape of the profile. The extrusion process continues until 10-15% of the workpiece remains in the container. This part of the workpiece is called press residue and goes to waste for remelting. The total continuous length of the profile at the exit from the press can reach 40 m or more.
1.3. Pressing ratio (draw)
The pressing ratio is the ratio of the area of the workpiece to the area of the extruded profile. For aluminum alloy AD31 and its foreign analogs, alloys 6060 and 6063, the optimal pressing ratio lies in the range from 30 to 50.
A pressing ratio that is too low (for example, 7 or less) will cause a sharp drop in the mechanical properties of the profiles. A press ratio that is too high (e.g., 80 or higher) will put too much pressure on the workpiece, which can cause excessive die deflection and die fracture.
1.4. Extrusion presses
Extrusion presses differ in the diameters of their containers and the forces they provide on the press stamp: diameters - from 100 to 700 mm, forces - from 1000 to 12000 tons. The diameter of the container is usually several millimeters larger than the diameter of the workpiece, for example, 155 and 152 mm. The required pressure from the press die on the workpiece depends on the ratio of pressing and aluminum alloy.
Selection of premises
To accommodate the above set of equipment, you will need from 300 sq. m of area, including utility rooms. Since the production of aluminum profiles is a hazardous industry, special requirements are imposed on the setup of the workshop:
- floor and walls made of fire-resistant materials;
- ceiling height – from 3.5 m;
- the presence of powerful professional level ventilation and an air control system.
Other premises will also be required:
- warehouse for raw materials – 50 sq. m;
- warehouse for finished profiles – 100 sq. m;
- household rooms for production personnel - 20 sq. m;
- office rooms – 30 sq.m. m.
The total area of the entire plant will be 500 square meters. m.
It is recommended to locate it in an industrial area or in the suburbs. This will not only provide a sanitary protection zone that complies with the law, but will also allow significant savings on rent. In addition, if we are talking about a former industrial enterprise, then all the necessary communications must remain in the production workshop, which will also save money on repairs and bringing the premises into compliance with legal requirements. It is also important to consider the availability of convenient access, parking for trucks and a developed transport interchange.
Aluminum extrusion
Sometimes pressing aluminum profiles is compared to squeezing toothpaste from a tube. In some ways, these processes are similar, but pressing aluminum profiles with a complex cross-section and, moreover, of high quality, of course, is much more complicated and is a very difficult task. Extruding aluminum requires high temperatures and pressures, their precise control and, of course, complex equipment - an extrusion press.
Personnel composition
The main responsibility for the quality of products rests with the technologist, so he must be highly qualified and preferably have experience in this field. You need to be very careful when selecting it.
If the workshop is equipped with a fully automated line, then a small enterprise working in one shift will require a staff of 11 workers:
- director;
- accountant;
- technologist;
- account Manager;
- production staff (5 people): shift foreman;
- line operator;
- mechanical technician;
- 2 auxiliary workers;
When organizing a two- or three-shift operating mode, the number of production personnel should be increased by 2 or 3 times, respectively. But during the starting period, it is better to start with one shift in order to determine the demand for products and not fill the warehouse with finished products.
If it is possible to purchase a car, you will need a driver and a loader. If you have limited financial resources, you can rent a car with a driver for the first time.
Advantages of aluminum housings and their areas of application
Aluminum enclosures are often used in industrial applications to house circuits. However, this is not their only area of application - shells of this type are also necessary for the manufacture of:
- sensors of any format;
- distribution boxes;
- measuring instruments;
- control devices;
- radio devices;
- network filters;
- control equipment.
Universal housings are used for the production of radio devices and other devices operating in different weather conditions. The use of REA housings made of aluminum profiles helps remove heat from the finished device, largely due to the integrity of their design. They are great for applications where heat dissipation is important.
Aluminum alloy has several advantages: the metal underneath becomes more protected, is not subject to the destructive effects of UV rays, and is resistant to chemicals. This case has high strength and removes heat well and does not collapse under the influence of high temperatures. Unlike steel structures, aluminum ones are lighter and are not subject to oxidation even without a special anti-corrosion layer.
Sales and advertising
To sell manufactured products, you first need to look for wholesale customers, which can be:
- construction stores;
- furniture factories;
- manufacturers of advertising products;
- construction companies;
- companies specializing in home insulation and repair work;
- window manufacturers, etc.
To establish contacts, you should decide on a list of potential buyers and start working directly - through calls and personal meetings. You definitely need to participate in industry fairs, exhibitions, forums and other events to make yourself known, get acquainted with competitors’ offers and find wholesale customers.
To expand your customer base and find retail buyers, you should organize an advertising campaign using the following tools:
- creation of an official website;
- promotion in social networks, on city and specialized forums, message boards;
- using all available types of online advertising;
- publications in the media;
- distribution of printed materials (leaflets, flyers, business cards).
A good move would be to install banners and billboards made using your own aluminum profiles.
Profile pressing
Today, profile pressing is widely used in the construction of buildings, and especially in such structures as doors, windows, partitions, ventilated and translucent facades.
Aluminum extrusion
The pressing or extrusion process can be applied to aluminum profiles as well as bronze, brass, stainless steel or titanium. Although it is aluminum extrusion that has become widespread due to its low melting point (about 500ºC).
1.1. Aluminum and steel
The extrusion process makes it possible to produce aluminum profiles with widths from 10 to 800 mm thanks to an unlimited range of possible cross-sectional shapes. The tooling cost for making a new extruded aluminum section is much less expensive than for making a rolled steel section. Moreover, the downtime of an extrusion press when changing a die is significantly less than the time it takes to replace the rolls of a rolling mill when producing a steel profile.
Therefore, our factory produces extruded aluminum profiles according to customer drawings in order to perform certain tasks in a design or product. One of the main features of the extrusion process of our profiles is that they can have very thin elements - flanges and walls, compared to the overall overall dimensions.
1.2. Direct pressing method
Using special semi-continuous casting machines, we produce aluminum profiles using direct extrusion (pressing). Long cylindrical ingots (“pillars”) are cast from the aluminum melt, which are cut into short cylindrical blanks before being directly loaded into the press (Fig. 1).
The heated workpiece, sent to the heated container of the press, is squeezed by a hydraulic piston into the rear end and squeezes out the metal through the holes of the matrix, which in the form of a profile moves further along the receiving and output tables of the press. The internal design of the matrix and the shape of its hole determine the shape of the profile.
Heat treatment of aluminum profiles
Our aluminum profiles are made from heat-hardening aluminum alloys, which are heated to hardening temperatures with rapid cooling and age-hardening.
2.1. Hardening on the press
The profile is hardened on the press, directly on the receiving and output tables, by cooling it with fans, accelerated air flows, a water-air mixture or water, depending on the thickness of the profile.
2.2. Quenching by separate heating
Quenching for thick profiles made of high-alloy aluminum alloys requires very high cooling rates and strictly controlled quenching temperatures. These profiles, after cutting into measured lengths, are again heated to the temperature of complete dissolution of the reinforcing particles. This hardening is carried out in special hardening tanks filled with water.
2.3 Aging hardening
The final stage of heat treatment of aluminum profiles is their exposure for several hours at a temperature of 170-200ºС. This artificial aging operation is performed immediately after the stretch straightening operation.
Also, after hardening, profiles can undergo natural aging, provided they are kept at room temperature for a certain period of time, up to several months. With natural aging, the plastic characteristics of the profile increase significantly.
Thanks to the aging mechanism, the strength of the aluminum alloy increases significantly, which has a positive effect on the final product.
Editing profiles
Aluminum profiles have a tendency to warp, which can occur as soon as they exit the press, and cooling during hardening further exacerbates the problem. There are two main types of profile warping:
- general deflection and twisting along the entire length of the profile;
- cross-sectional distortion.
General deflection and twisting are removed by stretching on a stretching machine in the press line with a residual deformation of 1 to 3%. And the distortion of the cross section, characteristic of thin-walled profiles, is removed by pressing and reducing the cooling rate during hardening.
Aluminum Profile Extrusion
One extrusion press can have a huge number of extrusion dies, which are made of heat-resistant tool steel. Making a matrix for extruding aluminum is a complex and time-consuming process.
4.1. Solid profiles
Using a typical solid extrusion die (Fig. 2), solid profiles are pressed - profiles that do not have cavities. The dimensions of the holes (slots) of such a matrix determine the thickness of the profile.
4.1.1. Working belts of matrices
“Thick” sections of the profile try to leave the matrix faster than “thin” sections. In this regard, the matrix designer slows down the flow of aluminum in “thick” areas by increasing the length of the working belt. However, almost never profiles come out of the matrix completely straight; they still need to be straightened by stretching.
4.1.2. Rounding corners
To improve working conditions and increase the service life of the matrix, it is necessary to round all corners of the profile with a radius of at least 0.3 mm. Sharp corners are not used in the dies, as they increase the risk of fracture and limit the speed of profile pressing.
4.1.3. “Language” in a continuous matrix
There are aluminum profiles that include elements called “tongues” (Fig. 3), and with high pressure acting on the matrix area X, there is a high probability that it will break along the Y line. For such elements, a special coefficient a is used, which calculated by the formula:
- a = d/c - for a simple slot (Fig. 3a)
- a = A/c2 - for a more complex form of “tongue” (Figure 3b),
Where
A is the area of plot X.
Under favorable conditions, the maximum value of coefficient a should be no more than 3.0.
If the coefficient a exceeds the critical value for a particular alloy, then the profile is pressed as a semi-closed one on a porthole matrix or on a bridge matrix.
4.2. Hollow profiles
Using a combined extrusion matrix (Fig. 4), hollow profiles are pressed - profiles with one or more cavities. These matrices consist of two parts: the matrix itself and the divider with a mandrel. Typically, porthole and bridge matrices are used, which differ in the design of the divider.
The inner surface of the aluminum profile is formed by a mandrel, and the outer surface is formed by the hole of the matrix. A hollow matrix may cost more than a solid one, but the pressing speed through hollow matrices is slightly lower than through solid ones.
4.3. Semi-closed profiles
Porthol dies or bridge dies are used for pressing semi-closed profiles that cannot be obtained with solid dies. In this case, the mandrel of the combined matrix will form a shaded area (Fig. 5).
4.4. Welded longitudinal seams
When extruding a semi-closed or hollow profile, ductile aluminum flows in several streams through the divider, which are then reconnected before exiting the matrix. Because of this, the resulting hollow profile contains welds (Fig. 6).
They are practically invisible, but the designer is aware of them, since they pose a threat to the strength of the profile along its entire length.
4.5. Seamless and seamless pipes
To produce hollow profiles without welds, pressing with an internal mandrel is used (Fig. 7). This technology requires a special piercing press, so it is usually used only for seamless pipes. Since for seamless pipes the presence of welds is unacceptable.
Pipes that are pressed on combined dies have longitudinal welds, but they are almost impossible to detect.
Financial calculations
Foundry technology is very labor-intensive and is used in large factories equipped with powerful production equipment. The pressing method is more suitable for opening a mini-workshop. Although the financial costs in the second case will be quite large.
Initial Investment
To purchase a foundry complex you will need the following funds:
| Name | Price, rubles |
| Gas melting furnace PT-1 | 1000000 |
| Rotary reflective mixer | 930000 |
| Filling table | 700000 |
| Pouring ladle QB-1 | 300000 |
| Rotary mixer for casting | 700000 |
| CDC-180TPS Casting Machine | 970000 |
| Total | 4600000 |
A set of equipment for pressing production will cost less:
| Name | Price, rubles |
| Furnace for heating workpieces | 460000 |
| Cutting saw for hot cutting of workpieces | 280000 |
| Press extruder | 1100000 |
| Line for feeding prepared blanks under the press | 340000 |
| Post-press profile finishing line | 500000 |
| Furnace for annealing finished profiles | 320000 |
| Total | 3000000 |
The second expense item is the purchase of raw materials. If you conclude a contract with a supplier for a year, as indicated above, then at the initial stage, to save money, it is enough to purchase only a few tons. This will be enough to produce 3-4 of the most popular types of profiles.
It is also recommended at first to produce profiles without a protective and decorative coating. But in order to avoid the appearance of surface corrosion, such products must be stored in covered, dry and well-ventilated warehouses, placing them on pallets and separating each row with spacers. If all these conditions are met, products can be stored for years without any damage.
The wholesale cost of AD31 aluminum in ingots averages 80,000 rubles/ton. To purchase 3 tons you will need 240,000 rubles.
The cost of certification depends on the region. Registration of one certificate costs approximately 20,000 rubles. If you produce 3 types of profiles, then taking into account the need to obtain a certificate for production (i.e., only 4 documents) you will need 80,000 rubles.
Taking into account all the above calculations, the amount of the initial investment will be:
| Cost item | Amount, rubles |
| Legal registration: state duty certification minimum investment of authorized capital payment for legal services through outsourcing | 110000 4000 80000 10000 16000 |
| Preparing the premises: repair office and warehouse furnishings rent during renovation | 600000 200000 100000 300000 |
| Equipment | 3000000 |
| Raw materials | 2400000 |
| Advertising and Marketing | 100000 |
| Unforeseen expenses + financial cushion | 9500000 |
| Total | 5000000 |
Monthly expenses
The following amount will be needed each month to pay the specified staff:
| Job title | Salary, rubles | Number, units | Payroll, rubles |
| Director | 45000 | 1 | 45000 |
| Accountant | 40000 | 1 | 40000 |
| Technologist | 40000 | 1 | 40000 |
| Account Manager | 35000 | 1 | 35000 |
| Shift master | 30000 | 1 | 30000 |
| Line Operator | 25000 | 1 | 25000 |
| Mechanical technician | 25000 | 1 | 25000 |
| Helper worker | 20000 | 2 | 40000 |
| Storekeeper | 20000 | 1 | 20000 |
| Cleaning woman | 20000 | 1 | 20000 |
| 11 | 320000 |
Taking into account other expenses, fixed costs will be:
| Article | Amount, rubles |
| Rent | 300000 |
| Payroll | 320000 |
| Communal payments | 50000 |
| Raw materials | 240000 |
| Advertising support | 50000 |
| Unexpected expenses | 100000 |
| Total | 1060000 |
Planned profit
The cost of 1 m of aluminum profile depends on its parameters, so it is quite difficult to calculate the profit. Manufacturers usually set the selling price at least 1.5 times higher than cost.
Under this condition, the financial results of the plant will be as follows:
| Index | Value, rubles |
| Starting investments | 5000000 |
| Monthly expenses | 1060000 |
| Planned revenue | 1590000 |
| Monthly profit | 530000 |
| Tax (USN 15% of profit) | 79500 |
| Net profit | 450500 |
At these production rates, the investment should pay off in 1 year, provided there are regular wholesale buyers. But since it will take time to establish full-fledged operation of the enterprise and cooperation with clients, you should expect that the payback period will be about 1.5 years. To improve financial performance, it is recommended to switch to a two- or three-shift mode, but on the condition that all manufactured products will have distribution channels.
Rate this page: 3 ratings, average: 5.00
- #: Business for men
- Production
- Construction materials