Актуальность бизнеса
Искусственный камень широко используется в мебельной сфере. Он используется не только для производства столешниц, но и подоконников, моек, барных стоек, лестниц и др. Такой спрос обусловлен отменными техническими характеристиками – материал очень прочный, устойчивый к механическим воздействиям, долговечный и главное – очень красиво смотрится.
Компании по производству столешницы из искусственного камня быстро окупают вложенные затраты и выходят на точку безубыточности уже спустя несколько месяцев. Говорить о перспективности бизнеса можно благодаря следующим факторам:
- невысокая себестоимость такого материала по сравнению с ценой реализации;
- отсутствие строгих требований к подготовке помещения;
- доступность – все расходные материалы просто найти и заказать для любого региона;
- небольшая конкуренция;
- высокий спрос.
Видео — Раковины из искусственного мрамора (Как это сделано):
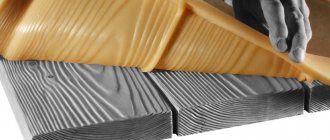
Столешница из литьевого акрила своими руками
Многим кажется, что цельная столешница без швов — лучший из возможных вариантов. Проще в уходе, не может быть протечек. Это так, но сам материал (акрил) не везде хорош в эксплуатации. Сам акрил — отличный материал. Для ванной столешница из искусственного камня — хороший выбор. Тут очень мало возможностей поцарапать поверхность, нет высоких температур. А влага, пар, мыло и другие моющие средства пластику не страшны. Если вы решили освоить технологию литья акриловой столешницы, можно пробовать сделать ее для ванной комнаты.
По внешнему виду неспециалист не отличит один тип искусственного камня от другого
Подготовка
Для заливки акрила делают форму. Для ее изготовления используют ламинированный ДСП или МДФ. Если поверхность столешницы должна быть гладкой, материал для опалубки тоже должен быть гладким. Если нужна фактура — она должна быть на форме. После снятия с формы акриловый камень повторит все выемки и бугорки. Поэтому к подбору материала для формы относимся скрупулезно.
Вырезанную заготовку обрамляем бортиками, отверстия под варочную поверхность и мойку закрываем технологическими заглушками
Из того же материала делают бортики. Края планок шлифуют сначала более грубым полотном, потом все более тонким наждачным диском. Используют все более уменьшающуюся зернистость. Помним, что все дефекты затем будут отлиты в акриле. И они очень заметны, если камень выбрали однотонный, без вкраплений. Швы герметизируются, выравниваются. Конструкция тщательно очищается, высушивается, затем изнутри покрывается воском.
Изготовление столешницы
К акрилу добавляют наполнители — каменную или мраморную крошку, пигмент, декоративные составляющие. Все перемешивается. В последнюю очередь заливается отвердитель. Заливают акрил в несколько слоев, поэтому добавляют отвердитель только в часть состава.
Состав распределяется по плоскости
В готовую опалубку заливается акриловый состав. Распределяют его равномерно по все площади. Он должен растечься по всем элементам формы. При этом нельзя допустить появление пузырей — воздух надо удалять. После того как состав распределили, сверху укладывается лист ДСП, который тоже смазан воском. На ДСП устанавливают груз. Его надо подбирать аккуратно, чтобы состав не выдавило по бокам. Груз оставляют на полчаса. Потом его снимают, подымают ДСП. В форму заливают вторую порцию пластика и оставляют на сутки. За это время акрил отвердеет. Можно снимать опалубку.
Установка на каркас и полировка
После того как сняли плиту из пластика с опалубки, ее крепят на каркас. Акрил — эластичный материал. Даже при толщине в 20-30 мм, он гнется. Чтобы обеспечить стабильность формы и собирают каркас. Его делают из древесины (брус толщиной 50 мм или больше) или из влагостойкой фанеры (толщина 27 мм). Каркас — это планки вдоль передней и задней стойки, поперечные перемычки, установленные с шагом 40-50 см. Также планки ставят в местах опирания на мебельный каркас. Нужны еще усиления в местах наибольшей нагрузки. Это там, где будет устанавливаться варочная поверхность или мойка.
Цельнолитая столешница для кухни или ванной также закрепляется на каркасе
Каркас делают при толщине акрила больше 10 мм. Для более тонкого слоя требуется сплошное основание. То есть, из той же фанеры надо вырезать повторение вашей столешницы и эти два листа склеить между собой. Толщина фанеры — 27 мм или около того. Можно склеить два более тонких листа. Получается дешевле. Для нормальной склейки листы фиксируют струбцинами.
Финальная отделка — шлифовка. Сначала дисками с мелким зерном — от 320 и выше, в финале — насадкой для полировки. Этот этап важен для внешнего вида. Можно убрать большую часть огрехов. Но можно и навредить.
Этапы построения бизнеса
Главное в данной сфере производства – налаживания постоянных каналов сбыта. От этого и будет зависеть дальнейшее развитие и доходность проекта. Основные этапы построения бизнеса:
- мониторинг рынка;
- ведение переговоров с потенциальными заказчиками, поиск каналов сбыта;
- заключение договоров с поставщиками расходного материала;
- регистрация бизнеса, оформление разрешительной документации;
- аренда и подготовка помещения;
- набор персонала;
- закупка оборудования;
- маркетинг;
- контроль производства.
Оборудование для производства столешниц
Изготовление столешниц относится к высокотехнологичному производству. Для его организации понадобится более дорогостоящее оборудование, которое представляет собой готовые линии. Если возникла идея освоить этот процесс самостоятельно, то в довесок к указанному оборудованию для вибролитья необходимо приобрести:
- фрезер;
- шлифовальную машину;
- лобзик.
При самостоятельном изготовлении столешниц особое внимание уделяется армированию залитого материала, качественной фрезеровке и шлифовке. Чтобы получить гладкую поверхность, в раствор добавляют сыпучие материалы, пропущенные через самую мелкую сетку вибросита.
Технология изготовления
Изготовление столешниц или подоконников своими руками только на первый взгляд кажется простым. Это достаточно трудоемкий процесс.
Для того чтобы детали были изготовлены со стопроцентной точностью, необходимо тщательно придерживаться заданных параметров. Для работы рекомендуется нанять добросовестный персонал, который имеет опыт работы с производственным оборудованием. Видео — Технология изготовления изделий из жидкого гранита:
Технология изготовления столешницы с мойкой из искусственного камня состоит из следующих этапов:
- составление точного чертежа согласно заданным параметрам и требованиям заказчика;
- распиливание листа в соответствии с указанными размерами;
- обработка краев для равномерного среза;
- подгонка швов;
- соединение бортиков с основой;
- закругление краев (если такое требует заказ) и дальнейшая шлифовка;
- выкройка отверстий для мойки и других приборов;
- полирование готового изделия.
Покупать материал лучше у прямых поставщиков. Большинство из них предоставляют каталог с достаточно широкой линейкой разнообразных листов для изготовления искусственных столешниц. Видео — Инструкция по работе с акриловым камнем:
Производство изделий из искусственного камня
Разберёмся, как организовать производство столешниц из искусственного камня и спланировать бизнес на этом производстве. Существую два основных широко используемых технологических способа производства столешниц из акрила. Прежде всего – это описанный способ заливки столешниц в индивидуально подготовленную форму своими руками, возможно даже где-то в небольшом помещении около дома или в гараже.
Начальный этап такого производства – это заготовка шаблонов и заготовок. Чтобы изготавливать столешницы из искусственного камня для ванной комнаты, они одни, а для столешниц из искусственного камня для кухни – другие. В качестве заготовок применяются основы из любого материала, которые будут использоваться для последующего напыления акриловой смолы с наполнителем. Самый подходящий материал для шаблона – ДСП. Шаблон изготавливается так, чтобы от краёв будущей столешницы он отступал примерно на 5мм. Этот зазор позволит сделать прочными кромки столешницы, придать им заданную форму и отшлифовать до нужной чистоты.
Чтобы отлить столешницу толщиной 4 сантиметра, нужно изготовить одну заготовку и один шаблон. Если требуемая толщина столешницы больше указанного размера, то понадобится уже 2 шаблона и 2 заготовки. При заливке шаблон с заготовкой соединяются с помощью степлера или шурупами. Чтобы получить нужный припуск, с помощью ручного фрезера выполняется обрезка заготовки до нужной толщины кромки.
Состав на основе акриловой смолы наносится на заготовку, расположенную в форме. Существует два способа нанесения на заготовку состава в жидком состоянии: путём прямого и путём обратного распыления.
Прямое напыление акрилового смолистого состава на заготовку
Эта технологическая операция состоит из нескольких этапов:
- заготовку покрывают грунтом с отвердителем, подобранным под цвет будущей столешницы, стараясь нанести его ровным слоем;
- путём ошкуривания заготовки после твердения грунта добиваются идеально гладкого внешнего слоя;
- загрунтованную поверхность покрывают искусственным камнем в жидком состоянии пульверизатором, сначала – с краёв, потом — по прямолинейным участкам;
- нанесенному слою отводят время на отвердевание;
- наносится следующий, последний слой состава;
- спустя 6 часов, когда изделие полностью отвердело, с помощи абразивной шкурки и скотч-брайта выполняют окончательную чистовую обработку поверхности, включая кромки.
Способ обратного напыления
Этот технологический приём даёт возможность организовать мини-производство столешниц как бизнес.
Этапы обратного напыления:
- изготавливается форма, где в качестве материала для опалубки используют полосовой материал ЛМДФ или ДВП;
- шаблон с заготовкой помещаются в опалубку, подогнанную по контуру и по высоте, которая должны быть равна толщине изделия (от 40 до 60 мм);
- форма изнутри смазывается не смачиваемым смолой составом;
- выполняется напыление жидким камнем, причём три раза на торцевые участки и два раза — на плоские;
- в момент интенсивной кристаллизации состава на него сверху накладывают уменьшенную не несколько миллиметров форму и прижимают грузом так, чтобы смола выступила чуть выше краёв кромочных участков;
- составу дают полностью отвердеть в течение суток;
- опалубка разбирается и с помощью механической обработки с последующей полировкой выполняется удаление потёков, различных отклонений от правильной формы столешницы.
Материалы и оборудование для производства акриловых столешниц
Если проследить технологические этапы изготовления изделий, то можно понять, какое на каждом из них потребуется оборудование и материалы. Столешницы из искусственного камня не требуют на своё производство дорогих и сложных видов оборудования, на которые придётся тратить большие денежные суммы.
Самые дорогие инструменты — электрический лобзик, машинка шлифовальная и фрезер. Купить оборудование для производства столешниц из искусственного камня можно без проблем, так как всё это продаётся в любом магазине электротоваров. Чтобы расходы на организацию бизнеса сделать ещё меньше, нужно постараться по максимуму исключить тяжёлый ручной труд. Например, вместо ручного изготовления шаблонов и заготовок для столешниц рекомендуется купить готовые матрицы и на них выполнять дальнейшее напыление акриловым составом. Эти матрицы обычно служат до 10 лет и стократно окупают себя в бизнесе, особенно если организовано крупносерийное производство столешниц.
Технология изготовления изделий из искусственного камня настолько разнообразна, что при производстве товарной продукции можно по желанию клиента выбрать чуть ли не любую цветовую гамму, наносить на столешницы различные изображения в виде логотипов и просто рисунков.
Это интересно:
Производство пенобетона как бизнес.
Какие нужны инструменты для изготовления мебели?
Как составить бизнес план производства профнастила?
Установка столешниц в мебельные гарнитуры
Чтобы выполнить монтаж столешницы из искусственного камня в гарнитур, нужно понимать, что это довольно важное и ответственное дело. Если всё будет получаться, то установить всё можно буквально за час, но нередко с этим мастер может провозиться и целый день. Всё зависит от того, какова сложность изделия и из какого количества частей оно состоит.
Если это простой подоконник или столик небольшого размера, то установка столешниц из искусственного камня не представляет особого труда. Значительно сложнее установить изделие на кухню, ведь кухонные столешницы, состоящие из нескольких частей, сложны по форме и имеют большой вес. Их непросто доставить заказчику, нелёгок и монтаж изделия на прочное основание. Обычно закрепление изделия выполняется методом наклеивания, а все размеры и форма изделий подгоняются ещё на мебельной фабрике. На месте же установка производится по готовым базовым элементам.
Финансовые расчеты
Для организации бизнеса большого стартового капитала не потребуется:
- покупка оборудования и инвентаря – 40 тыс. руб.;
- подготовка помещения – 20 тыс. руб.;
- закупка расходников (для запаса) – 200 тыс. руб.;
- оформление разрешительной документации – 800 руб.;
- расходы на маркетинг (данная статья относится к стартовым, так как предполагается заключение долгосрочного контракта с постоянной фирмой-заказчиком) – 10 тыс. руб.
Купить расходный материал для производства (например, из акрилового камня) выгодней на азиатских рынках. Но так как могут возникнуть перебои и опоздания с доставкой, рекомендуется сформировать запас для нормальной результативной работы с клиентами (в нашем примере на 200 тыс. руб.).
Примерные постоянные расходы (в месяц):
- закупка расходного материала – 200 тыс. руб.;
- аренда производственного помещения (площадью 50 м²) – 20 тыс. руб.;
- фонд заработной платы – 100 тыс. руб. (2 наемных рабочих).
По средним расчетам, стоимость готового изделия стоит в два раза дороже расходного материала.
При стопроцентной реализации товара выручка составит 400 рублей (200 тыс. руб. х 2).
Размер чистой прибыли: 400 – 200 – 20 – 100 = 80 тыс. руб.
Как видно из расчета, окупить стартовые вложения можно за несколько месяцев: 270800/80000=3,4.
Видео — Технология производства столешниц с мойкой из жидкого камня:
Производственное помещение
Для производства, в первую очередь, необходимо подготовить помещение, в котором будет размещаться оборудование и храниться готовая продукция. В идеальном варианте оно должно состоять из 3-х отдельных частей:
- основное производственное помещение;
- склад для хранения готовой продукции;
- склад для расходных материалов.
Цех по производству искусственного камня — схема
Рабочий цех, в котором размещается производственное оборудование, должен иметь площадь не менее 50 м2 и быть отапливаемым.
Пространство необходимо для комфортного передвижения рабочих и удобного размещения оборудования. Чтобы в зимнее время раствор не промерзал, температура воздуха в цеху не должна быть ниже 00C. Оптимальный диапазон – 15–250C.
В производственное помещение подводится водопровод и электрокоммуникации с напряжением 220–380 В для подключения оборудования.
Складские помещения должны сообщаться с производственным цехом. Отапливаемый склад готовой продукции оснащается принудительной вентиляцией. Температура воздуха в нем поддерживается на уровне 15–250 C. Площадь склада рассчитывается в зависимости от планируемого объема выпускаемой продукции.
Регистрация бизнеса
Сотрудничать с мебельными компаниями и частными лицами без разрешительной документации очень рискованно. Для заключения долгосрочных контрактов с крупными фирмами достаточно зарегистрироваться в качестве индивидуального предпринимателя.
Для этого необходимо обратиться в налоговую службу по месту прописки с минимальным пакетом документов:
- заявление по форме Р21001 на прохождение регистрации (образец можно взять непосредственно в налоговой или на официальном сайте ФНС);
- паспорт;
- идентификационный код (при наличии);
- квитанцию, подтверждающую оплату государственной пошлины (800 рублей).
После получения разрешительной документации и успешного прохождения процедуры регистрации необходимо подать данные в пенсионный фонд и органы статистики.
Оборудование и инструмент
Сразу стоит отметить, что поскольку большинство столешниц изготавливаются под индивидуальные заказы и различные размеры, то устанавливать дорогой стационарный форматно-раскроечный станок не имеет смысла. Все формы придется изготавливать своими руками или заказывать у других предпринимателей.
Больше внимания уделите инструменту и рабочим поверхностям:
- фрезер мощностью 1600 Вт – для сглаживания неровностей, швов, создания фигурных элементов;
- шлифмашина – для финишной обработки изделий;
- лобзик без маятникового хода – для раскраивания крупных листов;
- сборочные столы;
- вибростол;
- смесители для заготовки растворов по рецепту;
- бункер для цемента;
- упаковочная машина при необходимости.
При этом еще потребуется закупить расходный материал – наждачную бумагу, ведра, мастерки, насадки, триммеры, шлифовальные шкурки, полироли, струбцины, клей и пр.
Формы, то есть матрицы для создания столешниц предполагается изготавливать под конкретный заказ. Для этого можно их сделать самому или же приобрести готовые.
Персонал
В процессе производства возникают свои подводные камни: так кухонные столешницы изготовляются по индивидуальному заказу, их часто приходится подгонять под неровные стены, углы, или же заказчик желает видеть столешницу нестандартной формы. Поэтому говорить об автоматизированном оборудовании не приходится. Для данного бизнеса принято использовать ручной электроинструмент. С одной стороны, это дает возможность сэкономить на покупке высокотехнологического оборудования. С другой стороны – требуются профессиональные работники, которые смогут правильно и максимально точно выполнить заказ.
На старте для организации бизнеса потребуется 2-3 рабочих, что будут трудиться посменно. Желательно сотрудничать с персоналом, который имеет опыт в данной сфере. От его работы зависит качество выполняемого заказа. Естественно, квалифицированный работник не станет трудиться за копейки, поэтому ежемесячная заработная плата должна варьироваться в пределах 40-60 тыс. руб. каждого из них.
Рабочий персонал
Для налаживания непрерывного процесса, который включает разработку рецептуры, производство искусственного камня, упаковку и менеджмент, предпринимателю необходимо подумать о штате сотрудников.
Что нужно сделать в первую очередь
Технолог, помимо разработки технических условий, занимается изготовлением новых моделей и форм, подбирает оборудование и контролирует качество выпускаемой продукции.
Непрерывный рабочий процесс обеспечивается двумя или тремя бригадами по 4 чел. в каждой.
Упаковщики обеспечивают формирование готовых поддонов на складе и правильное их хранение, а менеджеры обеспечивают сбыт продукции.
Функцию начальника производства начинающий предприниматель обычно выполняет сам, контролируя работу всех сотрудников и занимаясь закупкой сырья.
Оборудование
Минимальный набор оборудования для производства столешниц:
- фрезер – 15 тыс. руб.;
- шлифмашина эксцентриковая – 15 тыс. руб.;
- электролобзик – 4 тыс. руб.;
Также необходимо приобрести дополнительный инвентарь:
- круги, насадки на лобзик;
- триммер;
- пилки;
- набор фрез;
- пистолеты;
- полироли;
- линейки;
- столярный ручной инструмент;
- ноши, наждачная бумага;
- мастерки;
- щетки и др.
Оборудование для производства вибролитьем
Для производства искусственного камня вибролитьем не используется высокотехнологичное и дорогостоящее оборудование. Многие умельцы основные рабочие агрегаты изготавливают собственноручно:
- вибростол;
- бетономешалка или растворосмеситель;
- вибросито;
- точное весовое оборудование для дозирования пигментов, пластификаторов;
- рабочие столы или верстаки;
- пластиковые емкости для дозирования воды и сыпучих материалов;
- пластиковые формы для отливки камня;
- деревянные поддоны для укладки заполненных форм;
- ручной инструмент (ковшики, мастерки, шпателя, мастерки, тачки).
Вибростол используется для удаления воздушных пузырьков из раствора в литьевых формах и его уплотнения. Если форма имеет мелкий рисунок, на вибростоле достигается полноценное проникновение раствора во все его детали.
Вибростолы часто изготавливают самостоятельно. В зависимости от расположения двигателя с эксцентриком и их количества, вибростолы бывают 2-х видов: с вертикальной и горизонтальной вибрацией.
Вибросито используется для отделения от сыпучих материалов крупных фрагментов. Для изготовления качественного камня сырье должно быть однородным. Если камень будет подвергаться шлифовке, то в местах крупных фрагментов будут появляться изъяны. Оборудование комплектуется разными видами сеток, которые различаются калибровкой ячеек.
Строительный миксер (растворосмеситель или бетоносмеситель) – это устройство для изготовления декоративного камня, которое покупается или берется в аренду. Качество раствора зависит от тщательности и равномерности перемешивания ингредиентов.
Наличие франшиз
Для новичков в данном направлении бизнеса, которым организационные моменты и технология производства кажется достаточно сложной, существует отличная альтернатива – приобретение франшизы. В результате предприниматель получает налаженную схему ведения бизнес-процессов, проходит ряд тренингов и обучений, получает возможность работать от имени известной торговой марки.
Основными франчайзерами на отечественном рынке можно назвать:
- компанию Teriva, которая занимается изготовлением столешниц из жидкого камня и других изделий (перил, подоконников);
- GraniStone:
- Disigngroups
- MRAMORONIC и др.
Технология производства
Технология производства искусственного камня вибролитьем включает такие этапы:
Разновидности и назначение искусственного камня
- подготовка смеси;
- добавка красителя;
- заливка смеси на половину формы;
- встряхивание на вибростоле;
- процесс армирования;
- заливка второго слоя смеси;
- повторное встряхивание на вибростоле;
- перенос форм в сушку.
Песок просеивается на вибросите. Раствор готовится из одной части цемента, трех частей песка и одной части воды. Вначале в бетоносмесительное оборудование заливается вода, затем добавляются сухие ингредиенты, пигменты и пластификатор. Готовая смесь должна иметь густоту сметаны.
Фиброволокно
При изготовлении цветного искусственного камня для удешевления производства формовочная смесь замешивается в двух бетономешалках. В одной приготавливается цветной раствор, в другой – обычный. При заполнении формы первой закладывается подкрашенный состав, а вторым слоем заливается обычный.
После заливки первого слоя в форму закладывается армирующая сетка. Фиброволокно добавляется в смесь в процессе замешивания.
Для лучшего сцепления камня с раствором и отделываемой поверхностью, на свежезалитом бетонном растворе наносятся полосы шпателем-гребенкой.
Раствор застывает в течение 12 часов. Формы укладывают на поддоны через прокладки штабелем. После высыхания получившийся искусственный камень извлекают из форм и раскладывают в помещении склада до окончательного приобретения бетоном прочности.
После извлечения камня формы отмывают от остатков раствора. Засохшие наплывы удаляются соляной кислотой. Перед повторным использованием форм для изготовления искусственного камня их поверхность смазывают специальным маслом.
Вибролитье в 2 слоя
Рынок сбыта
Производители столешниц редко ищут клиентов напрямую. Обычно они сотрудничают с мебельными фирмами и крупными компаниями, занимающимися ремонтом и обустройством домов. Также можно заключить договоры с розничными магазинами или открыть собственный небольшой павильон, где клиенты смогут делать индивидуальные заказы для своих потребностей.
Дадим рекомендации, которые помогут вам в заключении удачных и длительных сделок:
- создайте сайт-визитку, где будут выставлены качественные изображения готовых изделий;
- составьте четкий и понятный прайс-лист;
- обзаведитесь бумажными красивыми визитками и раздавайте их знакомым;
- имейте в наличии образцы продукции, чтобы показать ассортимент наглядно;
- нужно хорошо разбираться во всех тонкостях производства, чтобы в любой момент ответить на вопросы потенциальных клиентов;
- предлагайте скидки на первую партию товара.
Виды камней
Работать с искусственными камнями достаточно просто и удобно. Именно поэтому он обладает высокой степенью популярности у мастеров. Данный материал можно использовать для отделки интерьера помещения, а также для улучшения визуала экстрерьера.
Искусственный камень изготавливают методом отлива, используя при этом различные смеси. В состав смесей может входить керамогранит, гипс, акрил, кварцевый агломерат, бетон и пр.
Выделяют несколько видов искусственных камней:
- Агломераты
— данный камень изготавливают из кварцевого песка, гранитной крошки (в некоторых случаях – мрамора), а также из натурального пигмента и известняка. Чтобы связать данные ингредиенты используют полиэфирные смолы. Плюс камня – повышенная степень прочности изделия, устойчивость к перепадам температур. Его применяют в качестве декорируемого элемента разных поверхностей (ванны, столешницы и пр.). - Акриловый искусственный камень
— его относят к конгломератам. Достаточно прочный материал, эластичный, из него можно получить разные формы и габариты изделий. - Бетонный формовой
— в качестве материала используют цементно-песчаную смесь. Подобный материал устойчив к низким температурам, поэтому из него облицовывают стены и цоколь зданий. - Бетонный монументальный
— его производят способом свободной формовки. - Гипсовый литой
— самый дешевый материал. Им декорируют внутренние поверхности помещений, обладает высокой устойчивостью к низким температурам. - Керамогранит
— достаточно сложен в производстве, так как требует использование дорогостоящего оборудования. В состав включают несколько сортов глины, натуральный краситель, полевой шпат и пр. - Полиэфирный камень горячего отверждения
— невозможно приготовить дома (в связи со сложностью процесса).
Специфика ведения данного бизнеса
Основной особенностью такого вида предпринимательской деятельности можно назвать то, что работать с заказчиком напрямую вряд ли придётся. В преимущественном большинстве случаев такими услугами будут пользоваться небольшие мебельные компании. Именно на них ложится вся ответственность за установку и доставку. С другой стороны, обычно, эта особенность заставляет фирмы устанавливать довольно сжатые сроки для изготовления необходимых элементов. Очень важно следить за тем, чтоб акрил для столешниц всегда был в наличии, а сроки его поставки не нарушались.
Каменные столешницы
Их производят из листов камня. Технологический процесс включает в себя следующие этапы:
- расчет необходимой длины кромки. Для этого стоит учитывать радиусы, скосы, нестандартный размер и так далее;
- нарезка кромки и плинтуса. При этом оставляют запас на фрезеровку;
- раскрой отдельных элементов. Важно делать все очень точно, при этом учитывая длину, ширину и места будущей склейки;
- создание изгибов кромки на углах при помощи технологии термоформинга. Затем изделие остывает;
- фрезеровка необходимых торцов;
- склейка отдельных составляющих при помощи специального двухкомпонентного клея;
- подгонка размеров (так как при изготовлении оставляют запас);
- первичная шлифовка. Кроме того, изделие шлифуют еще раз уже после его установки.
Важно следить за качеством материала, а также наличием дефектов на всех этапах производства. Это обеспечит длительный срок службы изделия.
Примеры реальных бизнесов
| > |
Содержание: