Все большей популярностью на сегодняшний день пользуется порошковая окраска. Что же это такое? Это современная технология, предназначенная для получения декоративных и защитных покрытий высокого качества. В работе используют полимерные порошки (отсюда и название – «порошковая»). В покрытие же они превращаются благодаря воздействию высоких температур. Из-за такой особенности процедуры наиболее распространена порошковая окраска металла и стекла.
Преимущества
Данный процесс обладает рядом положительных сторон. К ним можно отнести:
— Экономичность. Дело в том, что такая краска может использоваться повторно, если она не оседает при распылении на обрабатываемой поверхности. Таким образом, потери материала составляют не более 5 %. К слову, этот показатель для обычных красок будет в 8 раз выше – около 40 %. Также в данном случае нет необходимости в растворителях.
— Простота применения. Материалы для данного вида работ выпускаются полностью готовыми. Это гарантирует стабильно высокое качество покрытий. К тому же, чистить оборудование после работы очень просто, ведь порошок легко убирается с деталей.
— Скорость. Порошковая окраска не требует просушки изделий перед их помещением в печь. Если поверхности, покрытые обычной краской, необходимо сушить довольно долго, то в данном случае процесс сокращается в разы.
— Долговечность. Технология данных работ предполагает полимеризацию слоя эластичной пластмассы, обладающей довольно высокой адгезией, непосредственно на той поверхности, которая окрашивается. В результате получается прочное покрытие, которое может похвастаться отличными электроизоляционными и антикоррозийными свойствами, а также стойкостью к воздействию различных веществ.
— Экологичность. Как уже упоминалось, растворители в данном случае не используются, что благоприятно сказывается на экологии. Также играет роль безотходность производства.
— Декоративность. Порошковые краски дают возможность получить поверхность любого оттенка. Палитра представленных материалов на сегодняшний день насчитывает больше 5 тысяч цветов и оттенков с различными фактурами. При желании можно получить глянцевую или матовую поверхность, а также под гранит, муар и т. д.
Суть технологии
Главное отличие этого метода заключается в том, что на обрабатываемый объект краску наносят в сухом виде. Чтобы было понятнее, рассмотрим более подробно этот процесс, который можно представить в виде двух этапов:
- нанесение порошка;
- закрепление краски.
В тот момент, когда материал распыляют на поверхность, его мельчайшие частички получают заряд, противоположный заряду объекта, в отношении которого проводится окрашивание. В результате они притягиваются друг к другу из-за противоположных знаков заряда. Это приводит к оседанию частичек порошка на поверхности, которую окрашивает мастер.
Но в таком виде поверхность не годится для эксплуатации. Чтобы созданное покрытие сохранило свой цвет и структуру, его необходимо закрепить. Для фиксации порошка на поверхности прибегают к методу запекания. Он предполагает нагревание объекта в специальной камере. Под воздействием высокой температуры сухой порошок плавится, превращаясь в очень прочную пленку. Подобная технология окрашивания нередко применяется для обработки металлических конструкций.
Порошковая покраска как идея для бизнеса
Если учесть все преимущества данного вида работ, то становится очевидным, что такой бизнес будет довольно выгодным. Если у вас нет возможности сразу вложить большую сумму в свое дело, желательно хотя бы просто узнать, как выполняется порошковая окраска своими руками.
Но стоит учесть, что потратиться все равно придется. В первую очередь нужно будет позаботиться о наличии специального оборудования и отдельного помещения. В качестве последнего вполне подойдет простой гараж, но при условии, что в нем достаточно много места для размещения всех инструментов и непосредственного проведения работ. А какое необходимо оборудование для порошковой окраски?
Порошковая покраска дисков своими руками.
AutoOt.ru » Тюнинг своими руками » Порошковая покраска дисков своими руками.
Условия самостоятельного проведения работ
Несмотря на то что методика порошкового окрашивания достаточно сложна, с работами этого класса сможет справиться практически любой желающий, обладающий соответствующими техническими навыками. При этом самостоятельное их проведение возможно лишь при соблюдении следующих условий:
- наличие подходящего для этих целей помещения , в котором могут быть устроены покрасочная и сушильная зоны;
- приобретение или аренда специального оборудования для порошковой покраски (краскопульта, распыляющего пистолета и т. п.);
- грамотный выбор типа специального красителя , используемого для защитной обработки металлических поверхностей.
В следующих разделах статьи каждая из составляющих подготовительного процесса будет рассмотрена более подробно.
Покраска дисков. Полезные советы. Видео:
Выбор помещения
Известно два подхода к выбору подходящей для обустройства покрасочной камеры закрытой площадки.
- Первый из них оптимально подходит для загородных хозяйств (дачи, например) и предполагает использование для этих целей любого подсобного помещения .
- В качестве второго варианта может рассматриваться имеющееся в вашей собственности гаражное строени е, переоборудованное под порошковую окраску дисков.
Перед выбором удобного для проведения работ помещения, прежде всего, необходимо иметь представление о размерах площадки, достаточной для организации окраски и термической просушки дисков. Вот почему сначала следует определиться с габаритами и количеством дисков, одновременно размещаемых в зоне обработки.
В ситуации, когда предполагается работать с малогабаритными штучными изделиями, площадки размером 3 на 3 метра в пределах переоборудованного под покраску подсобного строения должно хватить с запасом.
При значительном количестве обрабатываемых изделий вам потребуется более объёмное помещение с размерами, достаточными для комфортного проведения работ. Помимо этого, технология порошковой покраски предполагает наличие принудительной вентиляции, обеспечивающей выведение из рабочей зоны опасных для здоровья человека микрочастиц красителя и пыли.
Важно! Для соблюдения требований технологического процесса (в части высокотемпературного режима сушки с возможностью полимеризации защитного слоя) выбранное вами помещение должно оборудоваться системой нагревательных приборов или специальной термической печью .
В качестве одного из вариантов эффективного освещения могут рассматриваться промышленные лампы дневного света.
Подготовка основного и вспомогательного оборудования
В качестве механизма подачи красителя к месту обработки и его равномерного распределения по поверхности дисков желательно применять устройства промышленного класса (пистолет для порошковой покраски плюс компрессорная установка). В домашних условиях дорогостоящие покрасочные агрегаты удобнее всего арендовать на время проведения основных работ.
При соблюдении указанных условий известные приёмы сушки и полимеризации окрашиваемых поверхностей могут быть реализованы следующими способами:
- в простейшем случае – за счёт применения системы электрических обогревателей достаточно высокой мощности;
- при более профессиональном подходе – с помощью специальной печи для порошковой покраски обрабатываемых изделий.
Понятно, что реализация второго варианта связана с большими материальными и трудовыми затратами, даже при условии, что вы арендуете печное оборудование на время проведения комплексных работ.
При этом самостоятельная покраска дисков всё равно обойдётся вам дешевле , чем в случае обращения в ремонтную автомастерскую.
В качестве одного из вариантов профессионального подхода к обустройству печи, обеспечивающей качественную полимеризацию красителя, может рассматриваться случай её изготовления своими руками. С порядком её сборки и подключения к сети вы сможете ознакомиться в наших будущих статьях.
Тем же, кто решил заняться порошковой покраской в домашних условиях и обойтись при этом без специальной печной конструкции, советуем обратить внимание на возможность применения обычных электрообогревателей .
Вот почему ещё на стадии подготовительных мероприятий следует побеспокоиться о качестве электропроводящих кабелей и тщательно проверить режимы работы всех подключаемых к ним устройств.
Обратите внимание : К перечисленному оборудованию следует добавить мощный пылесос с насадкой типа «циклон», посредством которого вы сможете обеспечить максимальную чистоту воздуха в зоне покраски. Потребность в этом бытовом устройстве, как правило, возникает в случаях, когда окрасочная камера не оборудована полноценной вентиляцией.
Порошковая покраска в домашних условиях. Видео:
Выбор красителя
В данном разделе мы переходим к описанию наиболее ответственной части подготовительных мероприятий, заключающейся в выборе подходящего порошкового покрытия. В нём мы постараемся ответить на следующие интересующие каждого автолюбителя вопросы:
- Чем покрасить диски автомобиля самому (т. е. своими руками)?
- Каковы особенности выбора порошкового красителя, подходящего для указанных изделий?
При изучении этих вопросов, прежде всего, обратим ваше внимание на то, что на отечественном рынке представлено большое количество видов, марок и расцветок красителей данного класса. Вот почему перед тем как покрасить диски на авто самому, необходимо определиться с выбором подходящего для ваших условий порошкового материала.
При этом следует исходить из того, что для окраски дисков своими руками могут применяться следующие виды полимерных покрытий:
- эпоксидные краски;
- полиэфирные и полиуретановые составы;
- силиконовые красители.
Каждый из перечисленных выше порошковых окрасочных материалов имеет особые, лишь ему присущие качества, определяющие степень защищённости обрабатываемого изделия. Так, эпоксидные составы характеризуются повышенной устойчивостью к щелочным и кислотным средам, а полиэфирные краски обладают прекрасными антикоррозийными свойствами.
К достоинствам полиуретановых покрытий следует отнести повышенную стойкость к растворителям и абразивным веществам.
Важно! Выбрать конкретный вид красителя вы сможете лишь после ознакомления с особенностями каждого образца, определяющими возможность его применения для самостоятельного нанесения в домашних условиях.
К числу наиболее распространённых и известных наименований порошковых защитных покрытий относятся такие известные отечественные и зарубежные образцы, как «Pulverit» , П-ЭП 45 , «Infralit» , «Bichon» , «Beckers» , «Радар» , «Inver» , ТФК и «Flycoat» .
Воспользовавшись продукцией от этих производителей, каждый автолюбитель без труда справится со всеми поставленными перед ним задачами, включая подбор подходящей цветовой гаммы (в стандарте RAL) и фактуры поверхности дисков.
С помощью некоторых из этих красителей вы сможете менять структуру покрытия, которая представлена рядом популярных видов (шагрень, антик, муар и подобные им).
Дополнительная информация: порошковая покраска дисков предполагает обязательное использование специальной рабочей одежды и средств защиты дыхательных путей.
Покраска дисков порошковой краской
После того как все условия для самостоятельного проведения восстановительных работ соблюдены, можно переходить к непосредственной обработке дисков, осуществляемой в соответствии с требованиями действующих нормативов.
Перед тем как покрасить диски авто своими руками необходимо внимательно ознакомиться с технологическими особенностями этих процедур. Согласно принятым стандартам, порядок их проведения выглядит следующим образом:
1. Перед началом покрасочных работ поверхности дисков с помощью металлической щётки, наждачной бумаги и растворителя тщательно очищаются от коррозии, остатков старой краски, а также от следов грязи и масляных пятен (абразивная и химическая обработка, включающая обезжиривание).
В случае невозможности удаления въевшейся в металл ржавчины вам придётся организовать её травление, осуществляемое с применением растворов различных кислот (серной, фосфорной, соляной или азотной).
2. На следующем этапе подготовки поверхности производится её обработка фосфатом хрома, железа или марганца , способствующая улучшению адгезии металла с грунтовым защитным покрытием. По завершении процесса фосфатирования подготавливаемые к покраске диски тщательно промываются тёплой водой, а затем сушатся.
3. Далее переходят к нанесению на поверхность специального грунтовочного покрытия , обеспечивающего улучшение антикоррозийных свойств и адгезии с напыляемым красителем. Для защиты литых дисков, как правило, применяются эпоксидные (эпоксидно-цинковые) грунтовочные составы.
4. По окончании подготовительных работ диски помещаются в специальную покрасочную зону или бокс с ограниченным разлётом распыляемых пистолетом микрочастиц (при этом корпус обрабатываемых изделий надёжно заземляется).
5. Нанесение порошковой смеси на обрабатываемые поверхности производится методом электростатического напыления , согласно которому заряженные частицы при разлёте притягиваются заземлённым металлическим диском.
По окончании нанесения краски диски подвергаются специальной термической обработке (так называемой «полимеризации»), обеспечивающей оплавление защитного слоя и его надёжное сцепление с подготовленным ранее покрытием.
С этой целью они либо помещаются в изготовленную своими руками печь, либо подвергаются высокотемпературной обработке посредством мощных электрообогревателей.
Заключение
В заключительной части этой статьи постараемся ещё раз заострить ваше внимание на важности подготовительных процедур, связанных с обустройством подходящего для проведения работ помещения и приобретением всего необходимого оборудования и порошковых материалов.
Несмотря на кажущуюся сложность описанного нами технологического процесса, его реализация вполне по силам внимательному и аккуратному исполнителю. При условии выполнения требований и рекомендаций этой статьи и в отсутствие спешки вы сможете преодолеть возникшие по ходу работ трудности и успешно справиться со всеми поставленными задачами.
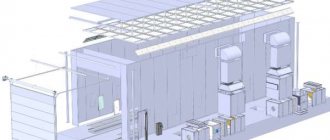
Камера
Проведение работ будет невозможным без специальной камеры. Именно в ней выполняется большая часть всего процесса. Камера порошковой окраски нужна для очистки воздуха (процесс рекуперации), кроме того, именно за счет неё остается возможность использовать материал повторно. Здесь краска, не попавшая на обрабатываемую поверхность, отправляется в фильтры, а затем сбрасывается.
Такое оборудование может иметь различные размеры. Какое именно выбрать – решать нужно в каждом случае индивидуально, предварительно определив, с какими изделиями вы планируете работать.
Технология порошковой окраски металлических изделий
Организация бизнеса порошковой окраски металлических изделий относится к самым простым видам деятельности, с которой справиться начинающий предприниматель без особых хлопот. От него потребуется только арендовать помещение (или переоборудовать собственное), приобрести оборудование, провести рекламную кампанию в соответствии с поставленной задачей.
Для открытия окрасочного цеха стоит провести анализ востребованности услуги, а именно определить, каким компаниям она необходимо. Особенность данного бизнеса заключается в предоставлении услуг именно крупным производителям, так как частных клиентов деятельность имеет очень мало.
Печь и пистолет
Также вам будет необходима печь оплавления. Это сборная конструкция, состоящая из панелей (их толщина – 100 мм). Теплоизоляционный материал – базальтовое волокно. Если вы пока только пробуете себя в данном виде работ, необязательно сразу же покупать специальную печь. С этой целью вполне можно использовать обычную духовку. Однако для построения бизнеса все-таки рекомендуется приобрести профессиональное оборудование.
Технология порошковой окраски также требует наличия пистолета-пульверизатора, который позволяет использовать сжатый воздух. В качестве него можно воспользоваться и компрессором. Если вы сделали выбор в пользу последнего, то обратите внимание, что на нем обязательно должен быть установлен фильтр для высокого давления.
Рекуператор и транспортная система
Остатки порошковой краски собирают с помощью рекуператора. Вместо него на первых порах можно использовать циклонного типа пылесос. В данном случае нужно предварительно проверить мощность электросети в помещении и проследить за тем, чтобы присутствовало заземление.
Если вы планируете работать с крупногабаритными изделиями, то стоит также подумать о приобретении транспортной системы. В ней обрабатываемые детали передвигаются на специальных тележках, которые двигаются по рельсам. Таким образом выстраивается линия порошковой окраски. Такое оборудование улучшает производительность процесса, обеспечивая его непрерывность.
Подготовительный этап: очистка, обезжиривание
Можно сказать, что этот этап является самым трудоемким. И именно от него зависит, насколько качественным и стойким получится покрытие. В процессе подготовки поверхности необходимо удалить с нее все загрязнения, обезжирить ее.
Очистка производится посредством механического либо химического способа. Первый вариант предполагает использование стальных щеток или шлифовального диска. Можно также выполнить притирку чистой материей, предварительно смочив ее в растворителе.
Второй вариант очистки подразумевает применение щелочного, нейтрального или кислотного состава, а также растворителей. Их выбор зависит от того, насколько поверхность загрязнена, из какого материала выполнено изделие, какого оно типа и какие имеет размеры.
Критерии выбора
Один из ключевых вопросов, который должен решить мастер — выбор конкретной порошковой краски для обработки объекта. Это очень важно, так как от материала напрямую зависит качество покрытия изделия. В магазинах предлагается большое количество различных видов сухих красок, обладающих разными характеристиками.
Хорошая краска должна удовлетворять определенным функциональным требованиям. Основными среди них являются:
- Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.
- Температурная стойкость. От краски требуется, чтобы она была устойчива к воздействию высоких температур, а также нагревам как периодическим, так и постоянным.
- Электроизоляционные свойства. В большинстве своем полимерные покрытия являются диэлектриками, а это дает возможность использовать их для изоляции готовых изделий от электричества.
- Химическая стойкость. Выбираемый материал должен хорошо переносить взаимодействие с маслами, жирами, моющими средствами, бензином и другими веществами, с которыми будет контактировать покрытие в процессе эксплуатации.
- Стойкость к ржавчине. При выборе краски важно, чтобы она была устойчивой к воздействию химикатов и влаги — главных причин развития коррозии.
Дополнительно краска может отличаться между собой декоративными свойствами:
- Гладкие покрытия. Представлены в различных цветовых вариантах.
- Текстурные. Могут предусматривать определенные спецэффекты, например, апельсиновая корка, морщинистость и пр.
- Прозрачные. Используют для защиты металлических, сантехнических и других изделий.
- Тонированные. Позволяют высветить металл или подложку под различные виды материалов — металл, бронзу и пр.
- Степень блеска. В зависимости от этого различают полуглянцевые и глянцевые, а также покрытия с разной степенью блеска — от тусклого до сильного.
Фосфатирование и хроматирование
Далее на изделие может быть нанесен конверсионный подслой, который предотвратит попадание влаги и грязи под покрытие. Процедуры фосфатирования и хроматирования обеспечивают лучшую адгезию и защищают поверхность от ржавчины. С этой целью чаще всего используют фосфат железа (для стали), цинка (при работе с гальваническими элементами), хрома (для алюминия) или марганца и хромовый ангидрид.
Затем нужно будет удалить окислы, что осуществляется с помощью абразивной и химической чистки. Первая производится посредством абразивных частиц (дробь, песок), скорлупы ореха. Эти вещества подаются сжатым воздухом с довольно высокой скоростью. В результате, частицы «врезаются» в поверхность изделия и отскакивают от нее вместе с загрязнениями.
Травление (хим. очистка) – это удаление различных загрязнений с помощью специальных травильных растворов, основными компонентами которых являются серная, соляная, азотная, фосфорная кислота или едкий натр. Этот способ считается более производительным, однако после такой обработки изделие необходимо промыть от растворов.
Лакокрасочные материалы
101 vote
+
Голос за!
—
Голос против!
Порошковые покрытия наносятся на изделия в основном автоматическими или ручными распылителями, а после этого подвергаются полимеризации в специальной печке и при точно заданной температуре. Так как цена порошковой покраски в специализированных салонах достаточно велика, мы попробуем сегодня осуществить эту процедуру в домашних условиях. Но перед этим нужно предварительно побеспокоиться о выборе помещения, где вы будете производить работу, купить необходимое оборудование и тщательно подготовить поверхность. Итак, мы начинаем!
Выбор оборудования
Для полноценного и качественного процесса покраски порошковой краской нужно правильно выбрать помещение, где будет происходить процедура. Для таких целей подходит обычный гараж, в котором достаточно свободно места для работы.
Итак, работу по окраске поверхности порошковой краской стоит начинать с подготовки оборудования для порошковой покраски металла. Главное оборудование – это специальная камера. В ней происходит основная часть процесса. Характеристики подобной печи зависят от того, какие материалы и изделия будут обрабатываться.
Покрасочная камера в себя включает саму камеру, где совершается напыление порошковой краски, и плавильную печь. Если вы не планируете заниматься покраской постоянно, нет надобности покупать профессиональную печь, для этой работы можно приспособить обычный духовочный шкаф.
Кроме камеры для процесса порошковой покраски требуется электростатический пистолет-пульверизатор, позволяющий подключить сжатый воздух. Для этой цели также может применять компрессор. Приобретая компрессор, нужно обязательно обратить внимание на присутствие в комплектации фильтра для высокого давления.
Перед проведением порошковой покраски следует позаботиться, чтобы все технологические процессы совершались в помещении с хорошим освещением. Вы можете использовать для этого лампы дневного света, это нужно, что краска не налипала на горячую поверхность лампы. И конечно же, что при процедуре окраски должна быть в здании отменная вентиляция, без которой весь процесс превращается в вредный для организма.
Для сборки остатков порошковой краски вы можете использовать рекуператор. Но также на начальном этапе подходит и обыкновенный пылесос циклонного типа, так как «традиционный» пылесос будет, скорее всего, забиваться. Чтобы процедура происходила планомерно и без сбоев, рекомендуется заранее побеспокоиться о мощной электросети с заземлением.
При обработке крупногабаритных изделий или больших объёмах принято использовать специальную транспортную систему. Благодаря этому окрашенные детали с лёгкостью передвигаются на протяжении всего процесса покраски порошковой краской между его этапами.
Принцип действия транспортной системы кроется в том, что окрашиваемые детали подаются на тележках или особой подвеске, что передвигаются по рельсам. Подобная транспортная система позволяет непрерывно проводить окраску, что, в свою очередь, значительно увеличивает производительность всего рабочего процесса.
Предварительная обработка поверхности
Подготовка изделия является самым продолжительным и трудоёмким процессом, которому зачастую не уделяют большого внимания, однако от него зависит качество, эластичность и стойкость покрытия. Предварительная обработка поверхности к покраске представляет собой удаление любых загрязнений, обезжиривание детали и фосфатирование для увеличения адгезии, а также защиту металла от коррозии.
Очищают обрабатываемую поверхность химическим или механическим способом. При механической очистке применяют стальные щётки или же шлифовальный диск, возможна процедура притирки чистой тканью, что смочена в растворителе. Что касается обработки химического характера, она проводится с использованием щелочного, кислотного или нейтрального состава и растворителей, которые принято подбирать, зависимо от уровня загрязнения, материала, типа и габаритных размеров обрабатываемой поверхности.
Нанесение конверсионного подслоя, как показано на видео порошковой покраски, предотвращает попадание под образованное покрытие влаги и различных загрязнений, которые провоцируют отслаивание и будущее разрушение покрытия. Процедура фосфатирования поверхности с нанесением неорганической краски позволяет увеличить адгезию – сцепляемость краски с поверхностью раза в 2-3 и защитить её от образования ржавчины.
При удалении окисла (ржавчина, окалины и окисная плёнка) весьма эффективными является абразивная (дробеструйная, дробометная, механическая методики) и химическая очистка (травление). Абразивную очистку проводят при помощи мелких частиц (песка, дроби), стальных и чугунных гранул, скорлупы ореха, что подаются с большой скоростью на поверхность изделия путем центробежной силы или потоков сжатого воздуха. Эти частицы способны откалывать кусочки металла с ржавчиной, окалиной или другим загрязнением, что значительно увеличивает адгезию покрытия.
Травление представляет собой удаление ржавчины, окислов и других загрязнений при помощи растворов на основе азотной, соляной, фосфорной и серной кислоты или едкого натра. В них присутствуют ингибиторы, которые замедляют растворение очищенной поверхности. Преимущества очистки химической перед абразивной – это высокая производительность и простота использования. Но после такой процедуры рекомендуется очищенную поверхность промыть от растворов, что требует дополнительного использования очистного средства и увеличивает стоимость порошковой покраски.
Заключительный этап подготовки поверхности представляет из себя пассивирование — обработку кузова соединениями нитрата хрома и натрия. Пассивирование проводят в целях предотвращения вторичной коррозии на любом этапе подготовки поверхности – после фосфатирования, обезжиривания или хроматирования. Завершив процесс ополаскивания и сушки детали в печи можно считать, что поверхность уже готова для нанесения на неё краски в виде порошка.
Нанесение порошковой краски
После завершения предварительной обработки, можно поместить окрашиваемый предмет в камеру напыления, где будет на него наноситься специальная порошковая краска. Главным назначением подобного бокса выступает улавливание порошковых частиц, что не успели осесть на окрашиваемой детали, утилизации красящего состава, предотвращении попадания его в помещение. Окрасочная камера внутри имеет систему фильтров, средства очистки (вибросит, бункера) и системы отсоса.
Различают проходные и тупиковые типы боксов. В тупиковых окрасочных камерах принято окрашивать изделия, что имеют небольшой размер, а вот крупногабаритные предметы подвергают окраске в длинномерных. Известны и автоматические модели для порошковой покраски металла, где порошковое покрытие за считанные секунды наносится на поверхность с помощью пистолетов-манипуляторов.
Самым распространённым методом нанесения порошковой краски выступает электростатическое напыление — нанесение электростатически заряженного вещества на заземлённую деталь с использованием пневматического распылителя, который называют пистолетом, пульверизатором или аппликатором.
Формирование покрытия
Когда вы уже нанесли краску уже на изделие, его следует направить на следующий этап – формирование покрытия, который в себя включает оплавление слоя краски, образование плёнки на покрытии, отвержение и охлаждение изделия.
Процесс оплавления проводят в специальной камере или печи. Существует множество типов данных камер полимеризации, зависимо от особенностей производства их устройство может меняться. Говоря доступным языком, подобная печь представляет собой своеобразный сушильный шкаф, который имеет электронную «начинку».
При помощи блока управления возможно контролирование температурного режима камеры и периода окрашивания, настройки автоматического отключения по окончании процесса окрашивания. Источником энергии для камеры полимеризации служит электричество, мазут или природный газ. Выделяют вертикальные и горизонтальные, тупиковые и проходные, одно- и многоходовые окрасочные печи.
Процедура оплавления и полимеризации соответственно технологии порошковой покраски совершается при температуре близко 150-220 градусов Цельсия в течение 15-30 минут, в итоге формируется плёнка, то есть происходит полимеризация порошковой краски. Главное требование, предъявляемое к камере полимеризации, состоит в постоянном поддержании определенной температуры, чтобы окрашиваемое изделие прогрелось равномерно.
Необходимый режим для создания покрытия подбирается с учётом данного изделия, разновидности порошковой краски и окрасочной печи. По окончании процедуры полимеризации окрашиваемое изделие охлаждается на открытом воздухе, после остывания вы можете считать, что покрытие готово.
Процесс запекания краски
После проведения порошковой покраски своими руками на поверхность изделие необходимо поместить в духовку, которая нагрейте предварительно примерно до 210 градусов Цельсия. Краску необходимо «запекать» приблизительно на протяжении четверти часа. При этом совсем не запрещено открывать духовку, чтобы проверить состояние краски. После того, как полностью высохнет краска, аккуратно извлеките метал из духовки и подождите, пока он остынет.
При проведении порошковой покраски, помните, что нагретый металл более мягкий (и очень горячий), так что отыщите для него укромное местечко, чтобы не дотронуться до него случайно и не получить ожоги. Когда металл остынет, можно полюбоваться своим трудом! Порошковая покраска на этом завершена.
Нанесение краски
Что представляет собой сама технология порошковой окраски? Подготовленное изделие необходимо поместить в камеру. Здесь на него будет наноситься порошок (краска). Если у вас тупиковый бокс, то в нем можно будет покрасить только небольшие детали. Большие изделия можно обработать только в длинномерных камерах.
Чаще всего для нанесения краски используют метод электростатического напыления. В данном случае применяют пистолеты для порошковой окраски. Такие инструменты также называют пульверизаторами или аппликаторами. Это устройство представляет собой пневматический распылитель, с помощью которого электростатически заряженное вещество наносится на деталь, предварительно заземленную.
Формирование покрытия
Переходим к следующему этапу работу. Краска нанесена, теперь нужно сформировать покрытие. В первую очередь изделие отправляют в печь для полимеризации. Такие камеры могут быть различными: вертикальными, горизонтальными, опять же, тупиковыми или проходными, одно- и многоходовыми.
Упомянутое оборудование для порошковой окраски обеспечивает нагрев поверхности до определенной температуры – 150-220 оС. Обработка длится около получаса, в результате чего образуется пленка. На данном этапе важно, чтобы деталь прогревалась равномерно, что возможно только при стабильности температуры в камере.
Какой выбрать режим для обработки конкретной детали, зависит от нее самой, от вида краски и оборудования. После того как полимеризация будет выполнена, изделие нужно охладить на воздухе. Все, работа выполнена.
Испытание печи
Перед тестом требуется неоднократный прогрев самой печи. Так металл каркаса примет нужную форму. Также это поможет выявить потенциальные недочёты и дефекты.
Когда открывается дверь в нагретую камеру, существенно снижается температура. По этой причине помещать детали в камеру надо быстро и без повреждений её покрытия. После данных тестов можно поработать с дебютной окрашенной деталью. Здесь важно учитывать, что вид обрабатываемого покрытия нуждается в различной температуре для процесса полимеризации.
- Для грунтовки требуется 170 ˚C.
- Для краски – 190 ˚C.
- Для лакового покрытия – 200˚C.
Интервал, необходимый каждому слою для застывания: 15–60 минут. После этого печь должна сама снизить обороты до 100 градусов. Только при таком раскладе можно доставать деталь. Она уже остывает окончательно в комнатных условиях.
Таковы главные принципы создания печи для полимеризации порошковой краски. Насколько это сложная задача, зависит от вашего технического мастерства и дисциплины, а также чёткого следования важным расчётам и технологиям окрашивания.
Сферы применения
Как видите, порошковая окраска – это довольно трудоемкая работа, требующая определенных вложений. Какие изделия ей подвергаются? Рассматриваемый способ покраски идеально подходит для обработки алюминиевых или кованых изделий, а также оцинкованных поверхностей.
Порошковые краски в наше время находят все больше «поклонников». Сейчас их применяют и в приборостроении, и в строительстве, и в автомобилестроении, а также в других сферах. С их помощью окрашивают медицинскую технику, кровельные материалы, бытовую технику, предметы из керамики, гипса и стекла, мебель. Среди автолюбителей все большую популярность обретает порошковая окраска дисков.
Организация бизнеса
Данные работы в специализированных центрах сегодня стоят довольно дорого. Если вы хотите попробовать себя в этом деле, то при наличии финансовых средств вполне можете приступать. Конечно, линия порошковой окраски (автоматизированная система) по карману далеко не всем, но благодаря нашим рекомендациям вы сможете некоторые элементы в первое время заменить другими инструментами.
Начните с небольших изделий. Это могут быть гипсовые статуэтки, керамическая посуда и много другое. Попробуйте для начала покрасить что-то в своем доме (начните с того, что не жалко испортить). Постепенно у вас появятся необходимые навыки и сноровка, тогда вы сможете принимать заказы у знакомых. Однако большого дохода ожидать не стоит, если перебиваться только разовыми заказами от физических лиц.
Наилучший вариант развития событий предполагает наличие большого стартового капитала. В этом случае можно сразу закупить необходимое оборудование и нанять работников. Клиентов же следует искать среди предприятий, занимающихся производством изделий из металла. Только наличие таких заказчиков позволит вашему бизнесу существовать и развиваться.